Can You Trust Your CMM Data?
👀 Intro
In many manufacturing environments, the Coordinate Measuring Machine (CMM) report is treated as gospel. Numbers come off the printer, green or red. Accept or reject. Done.
But here's the hard truth: not all CMM data is created equal. In fact, bad setups and assumptions can make “perfect” parts fail—and bad parts pass.
📏 A Real Example
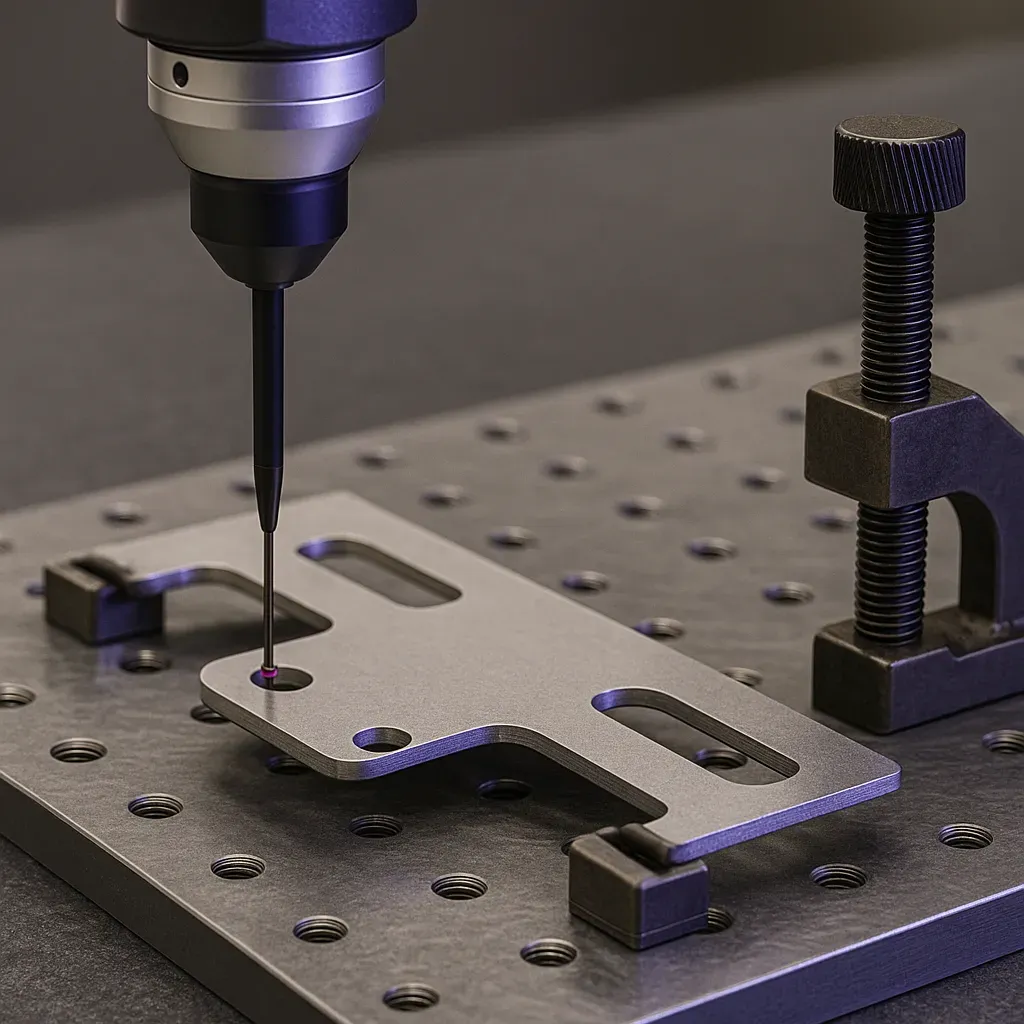
Imagine a 3-axis laser cut bracket. It’s a relatively thin part with 4 slots and a formed flange. You clamp it flat to inspect on the CMM. The report says it’s out of spec on slot location. The operator is baffled. The part looks perfect.
Now you inspect it free-state—no clamps, just resting how it would be in real life. The result? Slots are fine. The issue? The part flexes under clamping pressure.
The data was technically correct... but not useful.
⚠️ Common Reasons CMM Data Lies to You
Over-fixturing or restraining the part
What’s measured isn't how the part exists in the application.
Inappropriate datum simulation
If the CMM uses hard datums that don't match real-world mating conditions, results are misleading.
Scan paths and speed
A rushed program or inconsistent scan method affects repeatability.
Temperature variation
A few degrees off, and a big plate expands right out of tolerance.
Feature misinterpretation
A classic: The slot is measured as a width, but the print defines it as a pattern location.
🧠 So What Do You Trust?
Trust ThisNot ThatA well-reviewed CMM programThe default OEM programMeasurement in the actual use stateData with artificial restraintMultiple measurement methods (CMM + hard gage)Just one reportOperators who raise concerns"The numbers are the numbers" thinking
✅ Best Practices
Review programs with engineering: Does it simulate the print intent?
Measure parts in their functional condition, not clamped flat if that's not how they live.
Compare CMM results to functional gages: A disagreement is a red flag, not a failure.
Document known flex zones or datum risks: Especially important on thin-gauge or formed parts.
Use screenshots of setups in your PPAP or FAIRs: Visuals help the next person understand the measurement intent.
🔁 Bonus Tip
If the operator says the part feels good—but the data doesn’t—pause and ask why. Human sense can be a great audit trigger when paired with good measurement strategy.
🧷 Closing Thought
The goal of inspection is truth, not just numbers. Don’t let a beautifully formatted CMM report blind you to how the part actually functions.