Fuente Raycus o Max más cabezal Raytools: la calidad del corte nace en la coaxialidad
Tesis técnica del artículo
La calidad del corte no la define una fuente por sí sola. La define la alineación completa desde la salida óptica hasta la boquilla, incluyendo ventanas protectoras, colimación, enfoque, gas asistido y sensado de altura.
Desarrollo para el blog
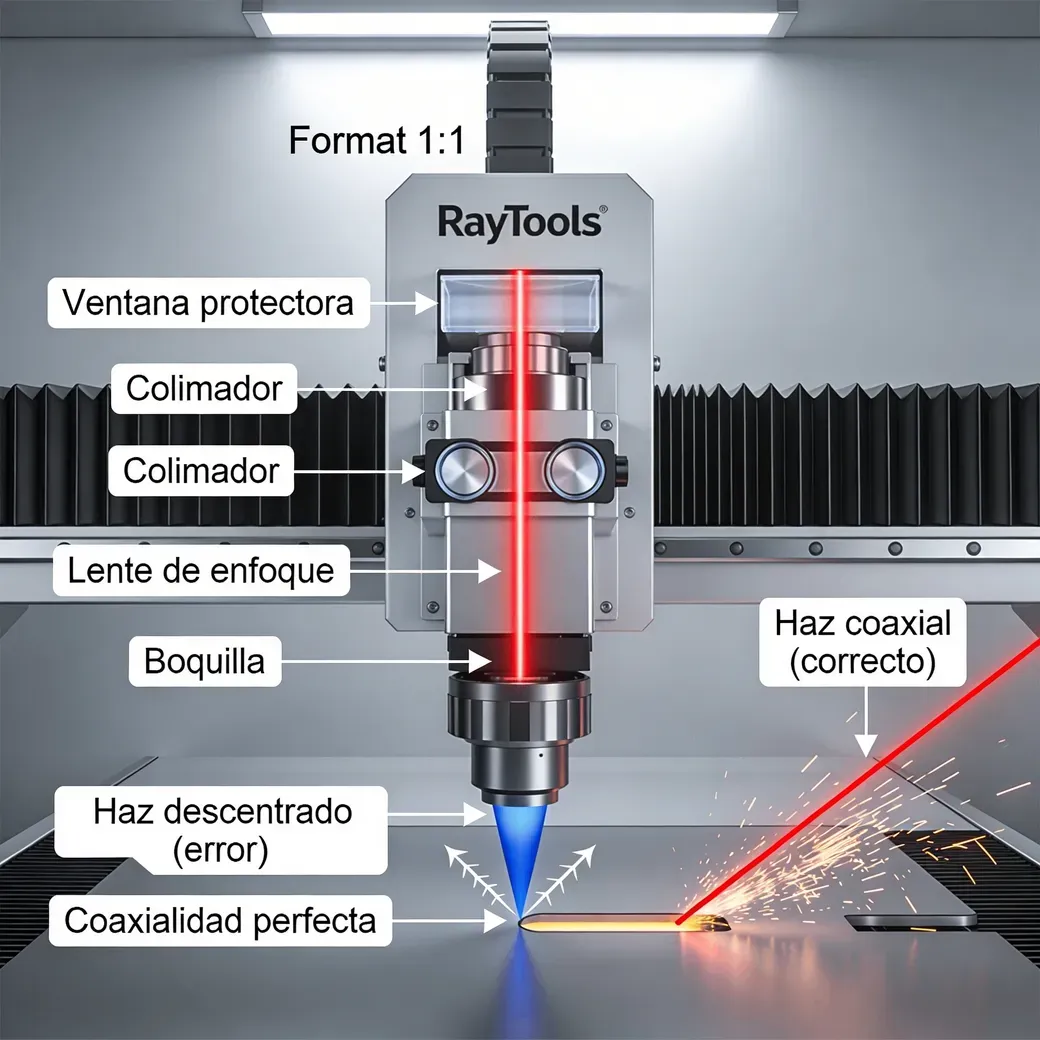
Una gran fuente conectada a un cabezal mal ajustado se parece bastante a un deportivo con las ruedas desalineadas: la potencia existe, pero llega mal. El artículo debe partir de la anatomía del cabezal. Tras el acoplamiento del interfaz óptico, el haz atraviesa ventana protectora, módulo colimador, lente de enfoque, boquilla y canal de gas. Cada una de esas etapas modifica o protege la calidad del proceso. Cuando una sola sale de tolerancia -una ventana contaminada, una boquilla descentrada, un O-ring fatigado o un eje mal calibrado- el resultado se ve en la pieza: más rebaba, peor perpendicularidad, perforaciones inestables y bordes menos repetibles.
La palabra clave aquí es coaxialidad. El haz debe viajar centrado respecto al eje óptico y respecto a la boquilla para que la dinámica del gas asistido trabaje a favor del proceso y no en su contra. Si el haz cae descentrado, la salida de gas pierde simetría, el baño de fusión se vuelve más errático y el lector empieza a culpar al software, al material o a la fuente cuando el problema real vive dentro del cabezal. Esa cadena de errores de interpretación es muy habitual y merece un artículo específico porque el daño económico de diagnosticar mal es notable.
También conviene introducir la capa mecatrónica: el sensor capacitivo de altura, la verificación de impedancias según especificación del fabricante, la estabilidad mecánica del conjunto y la limpieza de los canales de gas. A menudo se habla de óptica y se olvida que el cabezal es un sistema híbrido en el que mecánica, electrónica, fluidodinámica y fotónica se dan la mano. Un mantenimiento serio no cambia solo consumibles; verifica coaxialidad, revisa sellados, valida respuesta del sensado y confirma que el haz guía y el eje real de proceso siguen contando la misma historia.
Este artículo debe cerrar con un mensaje operativo: cuando la calidad del corte cae, no tiene sentido discutir marca de fuente antes de comprobar que el cabezal está dentro de tolerancia. Ese orden mental mejora el diagnóstico del cliente y refuerza la autoridad de quien publica el blog.
Subtemas derivados
· Cómo se manifiesta un haz descentrado en la pieza y en la boquilla.
· Por qué una ventana protectora barata puede degradar un proceso de alto valor.
· Qué verificaciones mínimas deberían hacerse después de una colisión de cabezal.
Palabras clave técnicas sugeridas
Raytools mantenimiento, coaxialidad cabezal laser, ventana protectora, lente colimadora, boquilla laser fibra, calidad de corte, sensado capacitivo